铝合金精密零件为什么会变形?
![]() system
·
浏览 248 ·
点赞 0 ·
评论 0 ·
1年前 (2023-06-10)
system
·
浏览 248 ·
点赞 0 ·
评论 0 ·
1年前 (2023-06-10)
铝合金精密零件为什么会变形?
铝合金精密零件的加工变形主要是由毛坯切削力、切削热引起的变形、内应力引起的变形、夹紧力引起的变形等因素造成的。我们不能让变形的产品完成总装。因此,为了减少加工变形,铝合金精密零件加工厂家可以采取各种措施,改进工艺,以达到减少变形的目的。第一个技巧是减少毛坯的内应力。
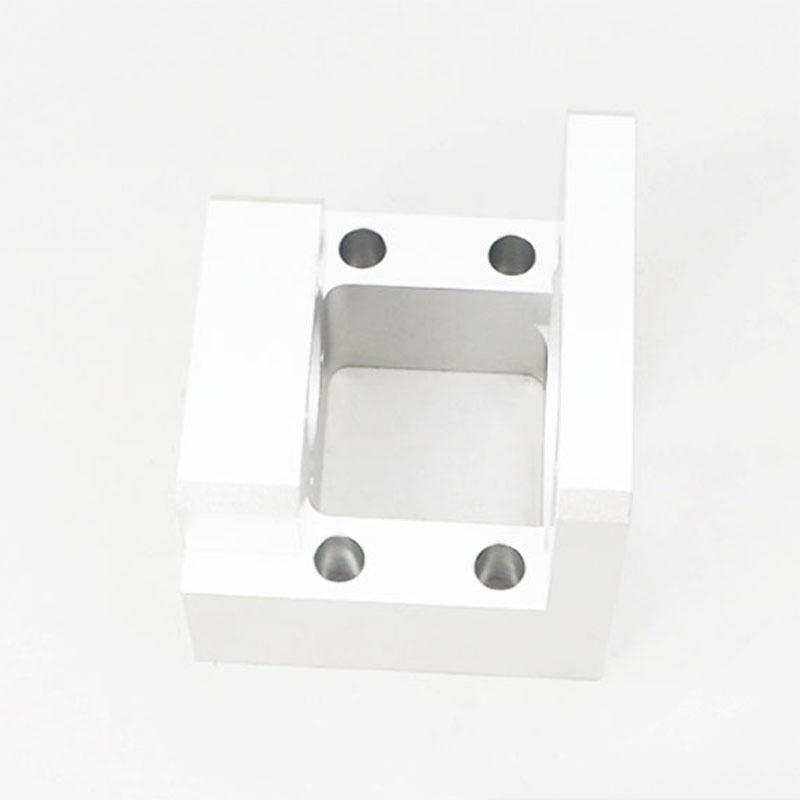
铝合金精密零件
第一:降低毛坯的内应力。
降低毛坯的内应力。采用自然或人工时效及振动处理,可部分消除毛坯内应力;或提高刀具的切削能力。合理选择刀具几何参数,改进刀具结构。第二个技巧是改进工件的装夹方法。
其次:改进工件的装夹方式。
对于铝合金薄壁衬套零件,如果采用三爪自定心卡盘或弹簧夹头径向夹持,加工后工件一旦松动,必然变形。此时应采用刚性较好的轴向端面压制的方法。根据零件内孔的定位,自制螺纹心轴,套上零件内孔。用盖板压住端面,然后用螺母支撑。加工外圆时,可避免装夹变形,从而获得满意的加工精度。
在加工铝合金薄壁、薄板工件时,最好选择真空吸盘,以获得均匀分布的夹持力,然后用小切削量进行加工,可以很好地防止工件变形。
第三:合理安排流程
在高速切削过程中,由于加工余量大、切削断续,在铣削过程中经常会产生振动,影响加工精度和表面粗糙度。因此,数控高速切削加工一般可分为粗加工-半精加工-清加工-精加工。对于精度要求较高的零件,有时需要进行二次半精加工,然后进行精加工。粗加工后,零件可以自然冷却,消除粗加工产生的内应力,减少变形。
除上述原因外,铝合金材料的零件在加工过程中也会发生变形。在实际操作中,操作方法也很重要。对于加工余量较大的零件,为使其在加工时有较好的散热条件,避免热量集中,加工时应采用对称加工。

猜你喜欢



发表评论
电子邮件地址不会被公开。 必填项已用*标注


您必须 登录 才能发表评论!